


不鏽鋼螺旋風(fēng)管翹角、扭曲(qǔ)及彎頭角度不準。這(zhè)是由於板下料(liào)放樣(yàng)不準(zhǔn)確;不鏽鋼螺旋風管兩兩平行,相對麵的板料長度(dù)和寬度不相等;不鏽鋼螺旋風管的四角處咬(yǎo)口寬度不相等;咬口縫設置部位(wèi)不對,手藝咬口縫用力大小(xiǎo)不一樣;未采納相應的加固(gù)辦法。這樣的狀況會(huì)導致矩形不鏽鋼螺旋風(fēng)管(guǎn)相(xiàng)對平麵不平行、兩端麵不(bú)平行;折角不平直;對角線不相等;咬口不(bú)嚴。後的直接結果就是會使不鏽鋼(gāng)螺旋風管銜接受力不均(jun1)勻,裝置後的不鏽鋼螺旋(xuán)風管不平直(zhí),法蘭盤墊片(piàn)不緊密,體係漏風,形成空調負荷丟失,而且(qiě)縮短運用壽命。






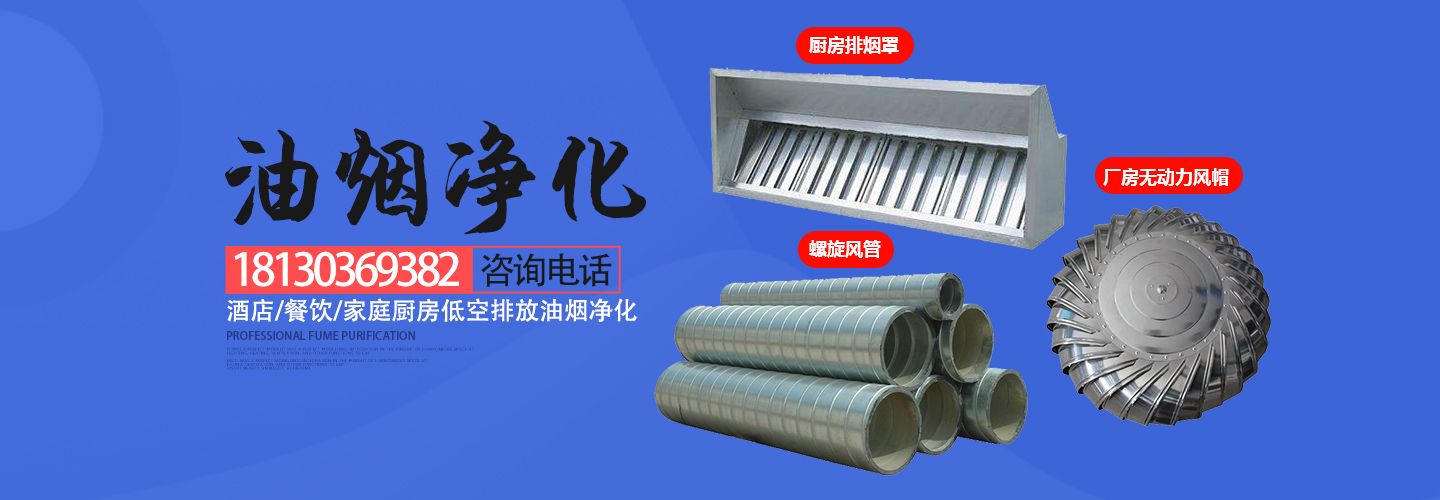
鍍(dù)鋅螺旋風管主要是在風管的鐵板上塗一層鋅,以保護鐵板。經鈍化、染色或塗層處(chù)理(lǐ)後,鋅塗層的防護和裝飾性能得到明顯改善。螺(luó)旋(xuán)風管市場一般按材質分為三類:鍍(dù)鋅螺旋風管、不鏽鋼螺旋風管和複合螺旋風管。其中,不鏽鋼風管質量好、適用性強、價格高。目前(qián),市場上廣泛使(shǐ)用的(de)螺(luó)旋(xuán)風管都是鍍鋅的。鍍鋅螺(luó)旋(xuán)風管基本上(shàng)是不鏽鋼螺旋風管的(de)特點,但價格僅為不鏽鋼風管的三分之二甚至更低。複合螺旋風管一般用於外部環境比(bǐ)較常見、風管要求(qiú)不(bú)太高(gāo)的地方。螺旋風管應用廣(guǎng)泛(fàn)。淨(jìng)化係統(tǒng)送風回風管、空(kōng)調通風管、工業送風排風(fēng)管、環保係統吸排(pái)風管、礦井抽放管、礦井布膠風管等。

焊接注意事項:
1.電流根據焊縫的厚度(dù)自融焊(hàn)接的焊縫管材不能超過2毫米,其電流控製在50以下,保證自融焊接時候一遍成型。
2.薄壁管材焊縫必須做好充準備,相對於充焊接的(de)坡口加絲焊接。自融焊的內部(bù)充氣體流量不能(néng)超(chāo)過5L,兩邊在焊接時候更好用阻燃粉抹上(shàng)控製高(gāo)溫區域的(de)影響。
3.焊縫焊接結(jié)束後根據焊接還有圖紙要求進行表麵拋光操作,嚴禁使用打磨片(piàn)處理焊縫。進行鏡麵拋光作業時候焊(hàn)縫不得拋光低於母材。
4.自融(róng)焊高的內部打底不能高於(yú)母材,容易造成應力集中,打底焊縫更好是平於母材(cái)。表麵的焊接如果產生過大的塌陷現象可以使用0.8以(yǐ)下的焊(hàn)絲規格(gé)在補充一遍焊接。焊(hàn)縫不保留的除外。
5,管線充時候必須留下專門的排氣孔,在封閉焊(hàn)接之前要把氣的流量控(kòng)製在2L以下。過大的氣流量會(huì)造成焊縫在收尾時候的弧(hú)坑被頂起來。


您好,歡迎蒞(lì)臨蕪湖91视频网站免费,歡迎谘詢(xún)...
 觸屏版二(èr)維碼 |





